
Case Study

Automobile Industry

Thermal Power Station

Plastic Injection and Blow Moulding Industry

Steel Mill

Aerospace Industry

Shipping/Marine Industry

Textile Industry

Metal Industry
Aluminium Extrusion Company
Automobile Industry
Problem Statement:
The client was facing persistent servo valve sticking due to high contamination and moisture levels in their ISO VG 68 hydraulic oil and was unable to achieve NAS Class 6 despite using multiple ELC systems from other manufacturers. The machine tripping problem was observed due to high moisture levels
Observation:
Valve sticking due to varnish coating on the valve & in the system. Nosie level high.
Problem:
The client was facing persistent servo valve sticking due to high contamination and moisture levels in their ISO VG 68 hydraulic oil, and was unable to achieve NAS Class 6 despite using multiple ELC systems from other manufacturers.
Solution:
We implemented our advanced purification solution, achieving NAS < 6 and moisture levels below 100 ppm within 3 months, which completely eliminated the servo valve sticking issue.


Thermal Power Station
Problem Statement:
....
Observation:
The ISO VG 68 hydraulic oil was heavily contaminated with coal dust and had extremely high moisture levels of 6000 ppm. resulting in poor cleanliness standards. There was machine breakdowns due these contamination issue
Solution:
We provided advanced purification solution combined with dehydration system -4 nos -of Low Temperature High Vacuum dehydration - Ultra-DeHYDE combined with advanced EOP HY-PURE-25
After implementation of our system, moisture levels were maintained below 100 ppm and cleanliness improved to ISO 13/11/9 equivalent to NAS 2–3.
The solution eliminated 90% of the problems associated with Oil contamination and machine breakdowns
Plastic Injection and Blow Moulding Industry
Problem Statement:
Customer was facing high rejection rates in Injection Molding Machines & Blow Molding Machine due to high oil temperatures
Observation:
Due to contaminated oil (VG 68) there was increase in temperatures which resulted in to erratic machine movement
Solution:
We provided advanced purification solution with HY-PURE-25
The oil cleanliness was improved drastically within 3 days of implementation of solution Which resulted into maintaining the oil temperatures and eliminated the machine erratic movements The Highly cleaned oil as can be seen in 0.8 Micron Patch
Post implementation it was observed that the machine's average output increased from earlier 1200 pieces/hr to 1550 pieces/hr.


Steel Mill
Problem Statement:
High Moisture content in Scalper Lube line Machine leakage
Observation:
Moisture had emulsified (VG 68)
Solution:
We provided advanced moisture removal system- Low Temperature High Vacuum dehydration Ultra-DeHYDE & removed 26 ltrs of water from the oil & achieved Moisture content less than 100ppm


Aerospace Industry
Problem Statement:
An aerospace company manufacturing jet engines required extremely high hydraulic oil cleanliness standards and needed to consistently maintain oil below NAS Class 5. Or ISO 16/14/11
Observation:
The were unable to achieve Oil cleanliness as per their standard using conventional Oil filtration & Other manufacturer ELC systems
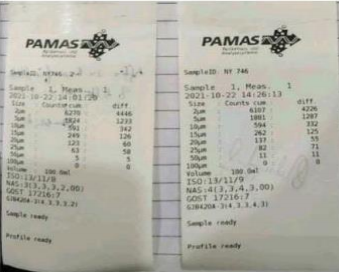
Solution:
We provided pre-filtration- Hy-CLEAN with advanced purification combination solution with HY-PURE-50
The end results delivered was oil cleanliness below NAS Class 5. The customer particle count report from most sophisticated testing equipment - PAMAS reports confirmedachieving ISO 13/11/8 equivalent to NAS 3–4.
Shipping/Marine Industry
Problem Statement:
A leakage in the hydraulic steering system led to salt water ingress, increasing moisture content to above 6000 ppm and severely contaminating the oil (ISO VG 68).
Observation:
Observation – On visual examination oil found to be highly contaminated with dirty & muck
Solution:
We provided advanced moisture removal system- Low Temperature High Vacuum dehydration Ultra-DeHYDE & brough down the Moisture content to 67ppm within few hours and the system was combined with advanced oil purification HY-PURE-50 system which brought down the NAS Class from >13 to less than 9 NAS Class



Textile Industry
Problem Statement:
The client was experiencing frequent failures due to oil contamination and oil replacement due to frequent oil degradation (Shell Omala 320 synthetic gear oil).
Observation:
Patch Test showed high level of contamination and machine gears were coated with high level of Varnish.
Solution:
We provided pre-filtration- HY-CLEAN in combination with advanced purification solution HY-PURE-25
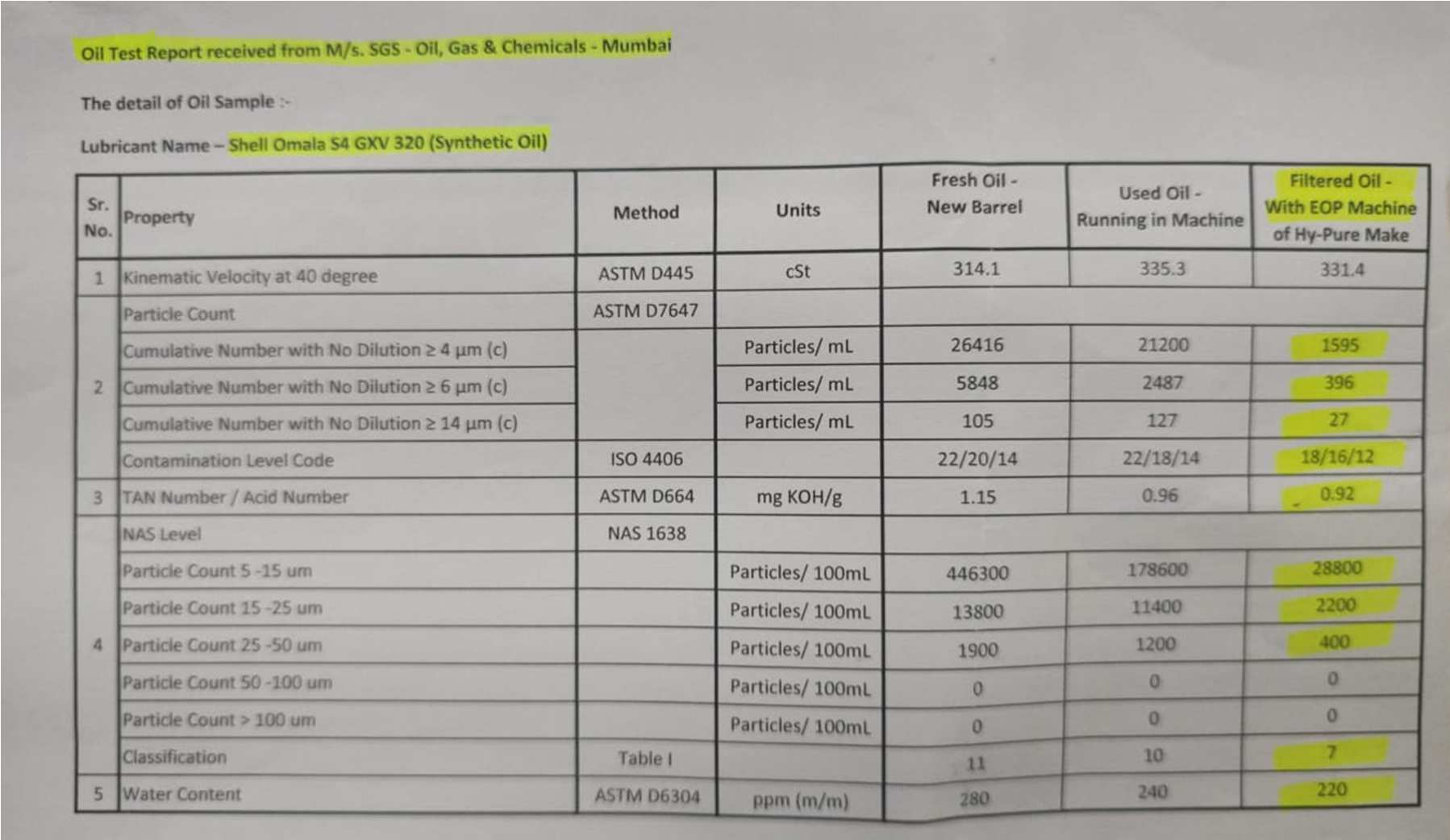
The results was super clean oil. The independent testing by an external laboratory (SGS) confirmed that the treated oil quality was superior to even new oil i.e NAS <6 post purification.

Lab Report
Metal Industry
Problem Statement:
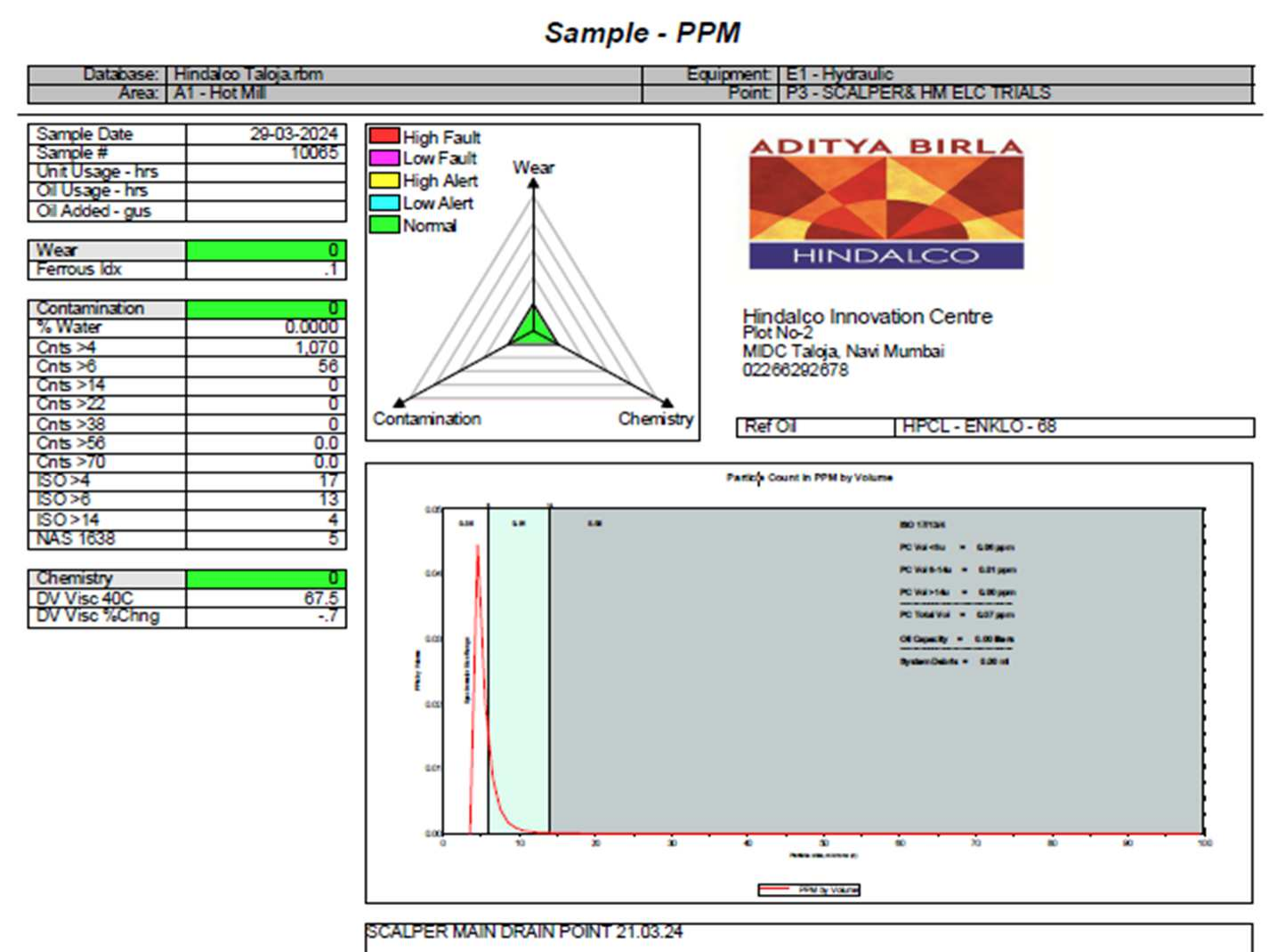
The scalper unit & Hot Mill had frequent hydraulic system failures, valve failures, oil leakages & high noise levels (ISO VG 68). Oil NAS >13 CLASS
Observation:
The hydraulic oil was highly contaminated with machine wear & team and moisture. The existing conventional filtration system from one of the global company was not performing & was kept in by-pass mode due to frequent break down. The ELC system provided by other OEM had frequent tripping issue. The client tried multiple system but did not get reliable performance
Solution:
We provided pre-filtration- Hy-CLEAN with advanced purification combination solution with HY-PURE-50. Within two months, there was been significant improvement in Oil NAS Class and achieved NAS Class 5 or ISO 17/13/4. There was significant reduction on noise & vibration levels & valve sticking problem was reduced significantly The Oil testing was done in their in-house most sophisticated Oil testing laboratory with advanced particle counter equipment from Spectro- Scientific-US.
Lab Report
Aluminium Extrusion Company
Problem Statement:
Company faced sudden failure of a very expansive hydraulic pump, bringing production to a grinding holt. They were also facing the regular problems of valve sticking, due to contaminated oil (ISO VG 68)
Observation:
Environment was filled with black smoke emanating from the process of melting the aluminum.
Solution:
We provided pre-filtration- Hy-CLEAN with advanced purification combination solution with HY-PURE-50. Along with that the area emission handling was designed to remove the exhaust and keep are contamination free
Our solution delivered NAS <6 consistently and it’s been more than 17years not still the same solution is delivering reliable performance and Most importantly there has been NO OIL CHANGE by customer till date and no reported hydraulic breakdowns due to oil contamination
With these fantastic results, till date total 34 nos of new systems of varied capacities provided to the same client.